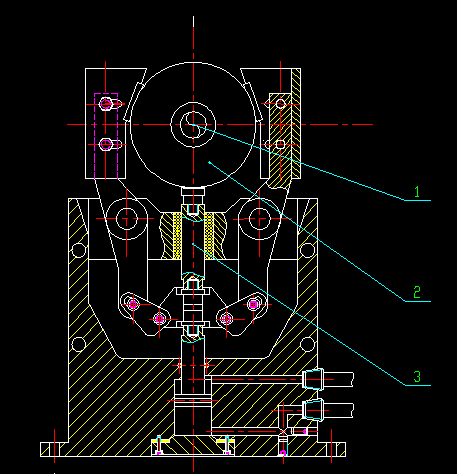
銑曲軸兩端面打中心孔夾具
- 文件介紹:
- 該文件為 doc 格式(源文件可編輯),下載需要
20 積分
-
- 1、設計具體內容
1.1零件的作用:
曲軸是發動機上的一個重要的旋轉機件,裝上連桿后,可承接活塞的上下(往復)運動變成循環運動。曲軸主要有兩個加工部位:主軸頸和連桿頸。主軸頸被安裝在缸體上,連桿頸與連桿大頭孔連接,連桿小頭孔與氣缸活塞連接,構成一個典型的曲柄連桿機構。發動機工作過程就是:活塞經過混合壓縮空氣的燃爆,推動活塞做直線運動,并通過連桿將力傳給曲軸,由曲軸將直線運動轉變為旋轉運動。因此,曲軸零件加工質量的好壞將直接影響著發動機的整體性能。
1.2零件的工藝性分析:
在進行曲軸零件的工藝性分析之前,讓我們先了解一下曲軸的結構圖,以便對曲軸有一個感性的認識,由下圖a所示:曲軸主要由主軸頸、連桿軸頸、止推面、法蘭端、軸頭端、曲柄、曲柄臂、平衡塊等組成。
分析題目給定的具體曲軸零件(見附圖1),從曲軸結構上看,曲軸又細又長,其長徑比一般都大于10,是典型的柔性件。加之曲軸結構復雜,工藝性差,尤其給機械加工帶來很大困難。通常可將曲軸的加工過程分為四個階段。第一階段主要是以銑鉆為主的基準加工,即銑定位面(曲軸兩端面)打中心孔;第二階段是以車、銑、鉆為主的完成全部軸頸的粗加工;第三階段為熱處理;第四階段為以磨、拋光為主的精加工及端面加工和動平衡。此外,一條完整的曲軸生產線還包括裝配滾壓校直、測量、清洗防腐等工序。其中,第二階段主軸頸和連桿軸頸的加工是曲軸加工工藝的難點,但這一部分的加工工藝發展迅速。
曲軸對尺寸公差、形位公差、表面粗糙度要求都比較高,從零件圖上可以看出:主軸頸及連桿軸頸直徑的公差等級為IT6,圓柱度公差等級為6級,連桿軸頸軸線對主軸頸公共軸線的平行度為6級,其余主軸的圓跳動為8級。重要表面粗糙度不低于Ra值3.2的要求。此外還有相位角度偏差,一般不大于 ,對曲軸的動不平衡量也有要求,額定轉速越高對曲軸的動不平衡量要求越嚴格。 ...
銑曲軸兩端面打中心孔夾具_下載(doc格式) 技術文檔
主站蜘蛛池模板:
99麻豆久久久国产精品免费|
91亚洲国产成人久久精品|
国产福利91精品一区二区|
四虎国产精品成人免费久久|
HEYZO无码综合国产精品|
欧美精品黑人粗大欧|
午夜精品美女写真福利|
精品爆乳一区二区三区无码av|
欧美精品一区二区三区免费|
99视频在线精品国自产拍亚瑟|
2022精品天堂在线视频|
精品性影院一区二区三区内射|
下载天堂国产AV成人无码精品网站|
国产精品自在在线午夜福利|
国产精品免费观看|
99久久精品日本一区二区免费|
亚洲国产另类久久久精品小说|
四虎影视永久在线精品免费|
精品a在线观看|
国产精品美女久久久网AV|
欧美精品亚洲精品日韩专区va|
97久久超碰国产精品2021|
国产三级久久久精品麻豆三级|
午夜精品一区二区三区免费视频|
亚洲精品国产日韩无码AV永久免费网|
久久免费国产精品|
精品综合久久久久久88小说|
国产乱人伦偷精品视频不卡|
国产成人精品高清不卡在线
|
久久精品成人国产午夜|
99精品久久精品一区二区|
国产精品后入内射日本在线观看
|
国产精品v欧美精品v日韩|
久久精品免费一区二区三区|
国产在线不卡午夜精品2021|
国内精品久久国产大陆|
永久免费精品视频|
成人一区二区三区精品|
国产精品无码v在线观看|
久久97久久97精品免视看|
欧美精品黑人粗大欧|
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

