沖壓模具設計和制造實例
文件介紹:
該文件為 doc 格式(源文件可編輯),下載需要
20 積分
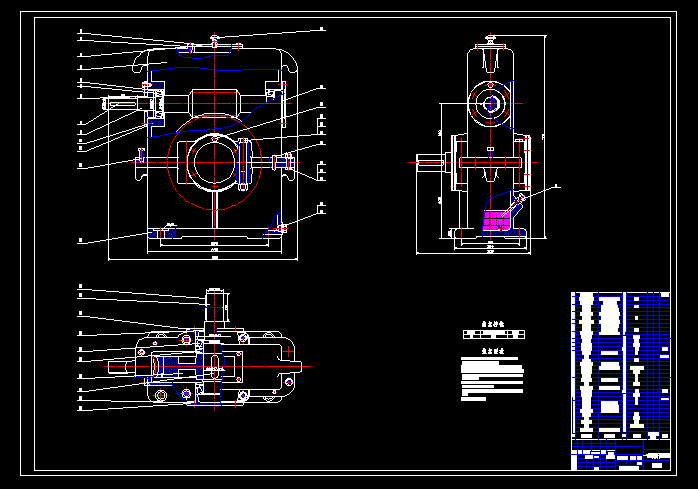
例:圖1所示沖裁件,材料為A3,厚度為2mm,大批量生產。試制定工件沖壓工藝規(guī)程、設計其模具、編制模具零件的加工工藝規(guī)程。
沖壓模具設計和制造實例_下載(doc格式) 技術文檔
精品国产污污免费网站入口在线 |
亚洲午夜成人精品电影在线观看
|
2022年国产精品久久久久 |
无码精品黑人一区二区三区 |
国产精品人人爽人人做我的可爱
|
国内精品国产成人国产三级 |
欧美国产精品久久高清 |
老司机67194精品线观看 |
久久精品国产福利国产秒 |
久久乐国产精品亚洲综合 |
久久夜色精品国产网站 |
国产精品99爱免费视频 |
热综合一本伊人久久精品
|
日韩精品欧美亚洲 |
国产精品1024香蕉在线观看 |
国产亚洲美女精品久久久 |
日韩精品无码熟人妻视频
|
国产成人精品免费大全 |
亚洲欧美日韩久久精品第一区
|
久久97精品久久久久久久不卡 |
欧美日韩专区麻豆精品在线 |
精品无人区麻豆乱码1区2区
|
午夜福利麻豆国产精品 |
国产精品视频免费观看 |
亚洲无码精品浪潮 |
国产一区麻豆剧传媒果冻精品 |
精品乱码一区二区三区四区 |
国产欧美日韩综合精品二区 |
2021久久国自产拍精品 |
亚洲综合国产精品第一页
|
国产成人亚洲精品青草天美 |
一本一本久久a久久精品综合麻豆
一本色道久久88综合日韩精品
|
欧美成人精品高清在线观看 |
精品露脸国产偷人在视频
|
无码人妻精品一区二区三区久久 |
国产精品爱搞视频网站
|
国产精品毛片无码 |
久久伊人精品青青草原高清 |
国产精品免费福利久久 |
日韩国产成人精品视频 |
在线精品亚洲 |
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞: