╩ūĒō
ÖCąĄłD╝ł
│╔╠ūłD╝ł
╝╝ąg╬─Ön
╬ęę¬╔Žé„
╦č╦„
Ė▀╝ē╦č╦„
┘Y┴Ž┐éöĄŻ║23475 Į±╚šĖ³ą┬Ż║0
¤ßķTĻPµIį~Ż║
╬╗ų├:
╩ūĒō
>
╝╝ąg╬─Ön
ē|Ų¼ø_ē║─ŻŠ▀įOėŗ
╬─╝■┤¾ąĪ
Ż║ 550 KB
Ž┬▌d┤╬öĄ
Ż║
╬─╝■įu╝ē
Ż║
Ė³ą┬Ģrķg
Ż║2014-09-24
░l ▓╝ ╚╦
Ż║ 2955362171
╬─╝■Ž┬▌dŻ║
╔Žé„Ą─╬─╝■▒╗Ž┬▌d┐╔½@Ą├ĘeĘųŻĪ
ĘeĘų┐╔Ž┬▌d┘Y┴Ž╗“š▀╠ß╚Ī╚╦├±Ä┼ŻĪ
Ctrl + d ┐╔īó▒ŠĒō├µ╝ė╚ļ╩š▓žŖA
╬─╝■ĮķĮBŻ║
įō╬─╝■×ķ doc Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20
ĘeĘų
ē|Ų¼ø_ē║─ŻŠ▀įOėŗ
─┐õø
╦▄┴Ž─ŻįOėŗ
─┐õø 2
ę╗Īó ø_▓├╝■Ą─╣ż╦ćĘų╬÷ 6
1Īó╣ż╝■▓─┴Ž 6
2Īó╣ż╝■ĮYśŗą╬ĀŅ 6
3Īó╣ż╝■│▀┤ńŠ½Č╚ 7
Č■Īó ø_▓├╣ż╦ćĘĮ░ĖĄ─┤_Č© 7
╚²Īó ─ŻŠ▀ĮYśŗą╬╩ĮĄ─┤_Č© 8
╦─Īó ─ŻŠ▀┐é¾wįOėŗ 9
1Īó─ŻŠ▀ŅÉą═Ą─▀xō± 9
2Īó▓┘ū„┼cČ©╬╗ĘĮ╩Į 9
Ż©1Ż®Īó▓┘ū„ĘĮ╩Į 9
Ż©2Ż®ĪóČ©╬╗ĘĮ╩Į 9
3ĪóąČ┴ŽĪó│÷╝■ĘĮ╩Į. 9
Ż©1Ż®ĪóąČ┴ŽĘĮ╩Į 9
Ż©2Ż®Īó│÷╝■ĘĮ╩Į 10
4Īó┤_Č©╦═┴ŽĘĮ╩Į 10
5Īó┤_Č©ī¦Ž“ĘĮ╩Į 10
╬ÕĪó ─ŻŠ▀įOėŗėŗ╦Ń 11
1Īó┼┼śėĪóėŗ╦ŃŚl┴ŽīÆČ╚Īó┤_Č©▓ĮŠÓĪó▓─┴Ž└¹ė├┬╩ 11
Ż©1Ż®Īó┼┼śėĘĮ╩ĮĄ─▀xō± 11
Ż©2Ż®Īóėŗ╦ŃŚl┴ŽīÆČ╚ 11
Ż©3Ż®Īó┤_Č©▓ĮŠÓ 12
Ż©4Ż®Īóėŗ╦Ń▓─┴Ž└¹ė├┬╩ 13
2Īóø_ē║┴”Ą─ėŗ╦Ń 15
Ż©1Ż®Īóø_▓├┴”Ą─ėŗ╦Ń 15
Ż©2Ż®ĪóąČ┴Ž┴”ĪóĒö╝■┴”Ą─ėŗ╦Ń 15
3Īóē║┴”ųąą─Ą─┤_Č© 16
4Īó─ŻŠ▀╚ą┐┌│▀┤ńĄ─ėŗ╦Ń 18
Ż©1Ż®Īóø_▓├ķgŽČĘų╬÷ 18
Ż©2Ż®Īó┬õ┴Ž 19
Ż©3Ż®Īóø_┐ū 20
5ĪóąČ┴ŽŽ─zĄ─įOėŗ 21
Ż©1Ż®ĪóąČ┴Ž░Õ╣żū„ąą│╠h 21
Ż©2Ż®ĪóąČ┴ŽŽ─z╣żū„ąą│╠H 21
Ż©3Ż®ĪóąČ┴ŽŽ─zūįė╔Ė▀Č╚H0 21
Ż©4Ż®ĪóąČ┴ŽŽ─zĄ─ŅAē║┐s┴┐H1 21
Ż©5Ż®Īó├┐éĆŽ─z╦∙│ą╩▄Ą─▌d║╔F1 22
Ż©6Ż®ĪóąČ┴ŽŽ─zĄ─═ŌÅĮD 22
Ż©7Ż®Īó▌^║╦ąČ┴ŽŽ─zūįė╔Ė▀Č╚H0 22
Ż©8Ż®ĪóąČ┴ŽŽ─z░▓čbĖ▀Č╚H2 23
┴∙Īó ų„ę¬┴Ń▓┐╝■įOėŗ 23
1Īó╣żū„┴Ń▓┐╝■Ą─ĮYśŗįOėŗ 23
Ż©1Ż®Īó░╝═╣─Ż 23
Ż©2Ż®Īó┬õ┴Ž░╝─Ż 23
Ż©3Ż®Īóø_┐ū═╣─Ż 25
2ĪóąČ┴Ž▓┐╝■Ą─įOėŗ 25
Ż©1Ż®ĪóąČ┴Ž░ÕĄ─įOėŗ 25
Ż©2Ż®ĪóąČ┴Ž┬▌ßöĄ─▀xė├ 25
3Īó─Ż╝▄ęį╝░Ųõ╦¹┴Ń▓┐╝■Ą─▀xė├ 25
Ų▀Īó ų„ę¬┴Ń▓┐╝■įOėŗ 26
1Īó╣żū„┴Ń╝■Ą─ĮYśŗįOėŗ 26
Ż©1Ż®Īó═╣░╝─Ż 26
Ż©2Ż®Īó┬õ┴Ž░╝─Ż 26
Ż©3Ż®Īóø_┐ū░╝─Ż 28
2ĪóąČ┴Ž▓┐╝■Ą─įOėŗ 28
Ż©1Ż®ĪóąČ┴Ž░ÕĄ─įOėŗ 28
Ż©2Ż®ĪóąČ┴Ž┬▌ßöĄ─▀xė├ 28
3Īó─Ż╝▄╝░Ųõ╦¹┴Ń▓┐╝■Ą─▀xė├ 29
░╦Īó ąŻ║╦─ŻŠ▀ķ]║ŽĖ▀Č╚╝░ē║┴”ÖCėąĻPģóöĄ 29
1ĪóąŻ║╦─ŻŠ▀ķ]║ŽĖ▀Č╚ 29
2Īóø_ē║įOéõĄ─▀xČ© 30
Š┼Īó įOėŗ▓ó└LųŲ─ŻŠ▀┐éčbłDĪó▀x╚Īś╦£╩╝■ 30
╩«Īó └LųŲĘŪś╦£╩╝■┴Ń╝■łD 30
1Īó╣ż╝■▓─┴Ž
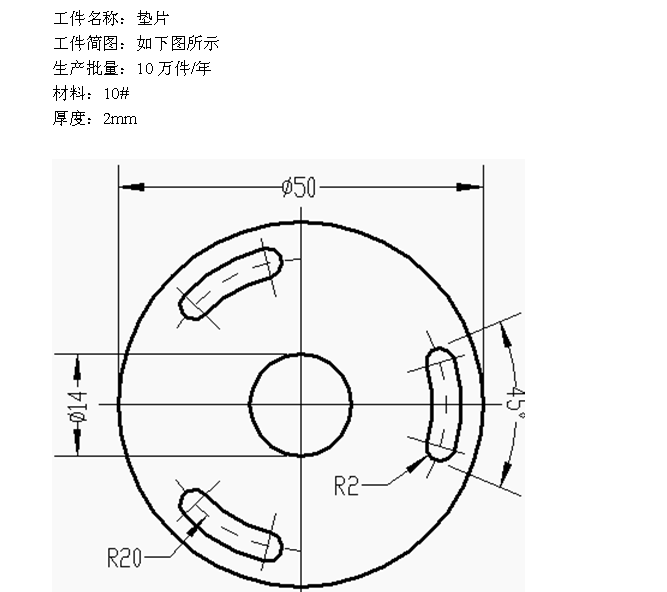
ė╔łD1Ęų╬÷ų¬Ż║10#õō×ķā×┘|╠╝╦žĮYśŗõōŻ¼Š▀ėą┴╝║├Ą─╦▄ąįąįĪó║ĖĮėąįęį╝░ē║┴”╝ė╣żąįŻ¼ų„ę¬ė├ė┌ųŲū„ø_ō¶╝■ĪóŠo╣╠╝■Īó║ĖĮė╝■Ż¼╚ńē|Ų¼Īóē|╚”Ą╚ĪŻ▀m║Žø_▓├╝ė╣żĪŻ
2Īó╣ż╝■ĮYśŗą╬ĀŅ
╣ż╝■ĮYśŗą╬ĀŅŽÓī”║åå╬Ż¼ėą╚²éĆłA╗Īą╬┐ū║═ę╗éĆłA┐ūŻ¼┐ū┼c▀ģŠēų«ķgĄ─ŠÓļxØMūŃę¬Ū¾Ż¼┴Ž║±×ķ2mmØMūŃįSė├▒┌║±ę¬Ū¾Ż©┐ū┼c┐ūų«ķgĪó┐ū┼c▀ģŠēų«ķgĄ─▒┌║±Ż®Ż¼┐╔ęįø_▓├╝ė╣żĪŻ
3Īó╣ż╝■│▀┤ńŠ½Č╚
Ė∙ō■┴Ń╝■łD╔Ž╦∙ūó│▀┤ńŻ¼╣ż╝■ę¬Ū¾▓╗Ė▀Ż¼│▀┤ńŠ½Č╚ę¬Ū¾▌^Ą═Ż¼Ųš═©ø_▓├═Ļ╚½┐╔ęįØMūŃę¬Ū¾ĪŻ
Ė∙ō■ęį╔ŽĘų╬÷Ż║įō┴Ń╝■ø_▓├╣ż╦ćąį▌^║├Ż¼ŠC║Žįu▒╚▀mę╦ø_▓├╝ė╣żĪŻ
Č■Īóø_▓├╣ż╦ćĘĮ░ĖĄ─┤_Č©
ĘĮ░Ėę╗Ż║Ž╚ø_┐ūŻ¼║¾┬õ┴ŽĪŻå╬╣żą“─Ż╔·«aĪŻ
ĘĮ░ĖČ■Ż║ø_┐ūĪ¬┬õ┴ŽÅ═║Žø_ē║ĪŻÅ═║Ž─Ż╔·«aĪŻ
ĘĮ░Ė╚²Ż║ø_┐ūĪ¬┬õ┴Ž╝ē▀Mø_ē║ĪŻ╝ē▀M─Ż╔·«aĪŻ
▒Ē3 Ė„ŅÉ─ŻŠ▀ĮYśŗ╝░╠ž³c▒╚▌^
─ŻŠ▀ĘNŅÉ▒╚▌^ĒŚ─┐ å╬╣żą“─Ż
Ż©¤oī¦Ž“Ż®Ż©ėąī¦Ž“Ż® ╝ē▀M─Ż Å═║Ž─Ż
┴Ń╝■╣½▓ŅĄ╚╝ē Ą═ ę╗░Ń ┐╔▀_IT13Ī½IT10╝ē ┐╔▀_IT10Ī½IT8╝ē
┴Ń╝■╠ž³c │▀┤ń▓╗╩▄Ž▐ųŲ║±Č╚▓╗╩▄Ž▐ųŲ ųąąĪą═│▀┤ń║±Č╚▌^║± ąĪ┴Ń╝■║±Č╚0.2Ī½6mm┐╔╝ė╣żÅ═ļs┴Ń╝■Ż¼╚ńīÆČ╚śOąĪĄ─«Éą╬╝■ ą╬ĀŅ┼c│▀┤ń╩▄─ŻŠ▀ĮYśŗ┼cÅŖČ╚Ž▐ųŲŻ¼│▀┤ń┐╔ęį▌^┤¾Ż¼║±Č╚┐╔▀_3mm
┴Ń╝■ŲĮ├µČ╚ Ą═ ę╗░Ń ųąąĪą═╝■▓╗ŲĮų▒Ż¼Ė▀┘|┴┐ųŲ╝■ąĶ▌^ŲĮ ė╔ė┌ē║┴Žø_╝■Ą─═¼ĢrĄ├ĄĮ┴╦▌^ŲĮŻ¼ųŲ╝■ŲĮų▒Č╚║├ŪęŠ▀ėą┴╝║├Ą─╝¶ŪąöÓ├µ
╔·«aą¦┬╩ Ą═ ▌^Ą═ ╣żą“ķgūįäė╦═┴ŽŻ¼┐╔ęįūįäė┼┼│²ųŲ╝■Ż¼╔·«aą¦┬╩Ė▀ ø_╝■▒╗ĒöĄĮ─ŻŠ▀╣żū„▒Ē├µ╔ŽŻ¼▒žĒÜ╩ųäė╗“ÖCąĄ┼┼│²Ż¼╔·«aą¦┬╩▌^Ą═
░▓╚½ąį ▓╗░▓╚½Ż¼ąĶ▓╔╚Ī░▓╚½┤ļ╩® ▒╚▌^░▓╚½ ▓╗░▓╚½Ż¼ąĶ▓╔╚Ī░▓╚½┤ļ╩®
─ŻŠ▀ųŲįņ╣żū„┴┐║═│╔▒Š Ą═ ▒╚¤oī¦Ž“Ą─╔įĖ▀ ø_▓├║åå╬Ą─┴Ń╝■ĢrŻ¼▒╚Å═║Ž─ŻĄ═ ø_▓├▌^Å═ļs┴Ń╝■ĢrŻ¼▒╚╝ē▀M─ŻĄ═
▀mė├ł÷║Ž ┴Ž║±Š½Č╚ę¬Ū¾Ą═Ą─ąĪ┼·┴┐ø_╝■Ą─╔·«a ┤¾┼·┴┐ąĪą═ø_ē║╝■Ą─╔·«a ą╬ĀŅÅ═ļsŻ¼Š½Č╚ę¬Ū¾▌^Ė▀Ż¼ŲĮų▒Č╚ę¬Ū¾Ė▀Ą─ųąąĪą═ųŲ╝■Ą─┤¾┼·┴┐╔·«a
Ė∙ō■Ęų╬÷ĮY║Ž▒ĒĘų╬÷Ż║
ĘĮ░Ėę╗─ŻŠ▀ĮYśŗ║åå╬Ż¼ųŲįņų▄Ų┌Č╠Ż¼ųŲįņ║åå╬Ż¼Ą½ąĶę¬ā╔Ė▒─ŻŠ▀Ż¼│╔▒ŠĖ▀Č°╔·«aą¦┬╩Ą═Ż¼ļyęįØMūŃ┤¾┼·┴┐╔·«aĄ─ę¬Ū¾ĪŻ
ĘĮ░Ė╚²ų╗ąĶę╗Ė▒─ŻŠ▀Ż¼╔·«aą¦┬╩Ė▀Ż¼▓┘ū„ĘĮ▒ŃŻ¼Š½Č╚ę▓─▄ØMūŃę¬Ū¾Ż¼Ą½─ŻŠ▀▌å└¬│▀┤ń▌^┤¾Ż¼ųŲįņÅ═ļsŻ¼│╔▒Š▌^Ė▀ĪŻ
ĘĮ░ĖČ■ę▓ų╗ąĶę╗Ė▒─ŻŠ▀Ż¼ųŲ╝■Š½Č╚║═╔·«aą¦┬╩Č╝▌^Ė▀Ż¼Ūę╣ż╝■ūŅąĪ▒┌║±┤¾ė┌═╣░╝─ŻįSė├ūŅąĪ▒┌║±─ŻŠ▀ÅŖČ╚ę▓─▄ØMūŃę¬Ū¾ĪŻø_▓├╝■Ą─ā╚┐ū┼c▀ģŠēĄ─ŽÓī”╬╗ų├Š½Č╚▌^Ė▀Ż¼░Õ┴ŽĄ─Č©╬╗Š½Č╚▒╚ĘĮ░Ė╚²Ą═Ż¼─ŻŠ▀▌å└¬│▀┤ń▌^ąĪŻ¼ųŲįņ▒╚ĘĮ░Ė╚²║åå╬ĪŻ
═©▀^ī”╔Ž╩÷╚²ĘNĘĮ░ĖĄ─Ęų╬÷▒╚▌^Ż¼įō╣ż╝■Ą─ø_ē║╔·«a▓╔ė├ĘĮ░ĖČ■×ķ╝čĪŻ ...
╬─Ön┴¶čį
╣▓ėą
Ślįušō
“×ūC┤a:
┐┤▓╗ŪÕ│■,ōQę╗éĆ
Ė³ČÓ..
Ž┬▌d┼┼ąą
1
ATOX50ę║ē║ŽĄĮy▓┘ū„šf├„.pdf
2
ATOX50ą═įŁ┴Ž┴ó─źĄ─╣żū„įŁ└Ē║═╠ž³c
3
ATOX375╔·┴Ž─ź═Ō裣hųąĘ█┴Ž▀^ČÓĄ─ĮŌ
4
ÜŌäėÖCąĄ╩ų▒█
5
┬▌ą²Ū¦Į’ĒöįOėŗšf├„Ģ°
6
HRM4800įŁ┴Ž┴ó─ź╩╣ė├╩ųāį
7
│²ēm╣ż│╠įOėŗ╩ųāį.pdf
8
╚fŽ“╣Øé„äė▌SĄ─įOėŗšō╬─
9
┴ą╣▄╩ĮōQ¤ßŲ„įOėŗ
10
CK6163ą═öĄ┐žÖC┤▓«ģśIįOėŗšf├„Ģ°
Ė³ČÓ..
ūŅą┬╬─Ön
1
╩»ė═╗»╣ż╦■▒PįOėŗęÄČ©
2
┴„æB╗»╣ż│╠įŁ└Ē
3
ÖCąĄėŗ╦Ń┼cĘŪś╦▀xą═▄ø╝■ EXCEL
4
░╦╬╗ęŲ╬╗▌ö│÷ąŠŲ¼į┌LED┤¾Ų┴─╗’@╩Šųą
5
ZJC901ŽĄ┴ą
6
Ńq╣PĄČ═ŌÜżūó╦▄─Ż«ģśIįOėŗ
7
THC400-26.1-1.6(1.6)-SSWōQ¤ßŲ„
8
2000m3Č■╝ū├čŪ“╣▐┘|┴┐ėŗäØ
9
400m3ę║░▒Ū“╣▐░▓čb╩®╣ż╣ż╦ć
10
čb┼õŃQ╣ż.pdf
¤ßķT╬─Ön
1
│²ēm╣ż│╠įOėŗ╩ųāį.pdf
2
ÜŌäėÖCąĄ╩ų▒█
3
ÖCąĄėŗ╦Ń┼cĘŪś╦▀xą═▄ø╝■ EXCEL
4
čb┼õŃQ╣ż.pdf
5
ÖC┤▓ŖAŠ▀įOėŗ╩ųāį Ą┌╚²░µ.pdf
6
Ńq╣PĄČ═ŌÜżūó╦▄─Ż«ģśIįOėŗ
7
┬▌ą²Ū¦Į’ĒöįOėŗšf├„Ģ°
8
ÖCąĄįOėŗĮ¹╝╔1000└².pdf
9
ÖCąĄųŲįņ╣ż╦ćįOėŗ║å├„╩ųāį.pdf
10
ūįäėŪą▓╦ÖCCAD╚½╠ūłD╝łŻ©╚▒┐éčbłDŻ®
ē|Ų¼ø_ē║─ŻŠ▀įOėŗ_Ž┬▌d(docĖ±╩Į) ╝╝ąg╬─Ön
ĻPė┌╬ęéā
|
ŠWšŠī¦║Į
|
│ŻęŖå¢Ņ}&Ä═ų·
|
├Ōž¤┬Ģ├„
|
═ČįV&Į©ūh
|
┬ōŽĄ╬ęéā
|
SiteMap
|
CopyRight 2014-2023 Š┼É█łD╝ł |
įźICPéõ2022026883╠¢-1
įź╣½ŠW░▓éõ 41072402000322╠¢
ų„šŠų®ųļ│ž─Ż░ÕŻ║
╣·▓·čŪų▐Š½ŲĘ│╔╚╦a vąĪ╦Ą
|
čŪų▐Š½ŲĘ╬▐┬ļū©Ū°2
|
╚š║½Š½ŲĘ╣·▓·ūįį┌┼Ę├└
|
čŪų▐Š½ŲĘ╬▐┬ļ╚š║½╣·▓·▓╗┐©?V
|
╣·▓·┼Ę├└╚š║½ū█║ŽŠ½ŲĘę╗Ū°Č■Ū°
|
╣·▓·čŪų▐Š½ŲĘaį┌Ž▀╬▐┬ļ
|
Š├Š├╣·▓·Š½ŲĘČ■╣·▓·Š½ŲĘ
|
ŪÓŪÓ▓▌97╣·▓·Š½ŲĘ├ŌĘč╣█┐┤
|
┼Ę├└ę╗Ū°Č■Ū°Š½ŲĘ
|
┼Ę├└╚š║½ū█║ŽŠ½ŲĘ
|
2024ūŅą┬╣·▓·Š½ŲĘę╗Ū°
|
╣·▓·│╔╚╦Š½ŲĘ─ą╚╦Ą─╠ņ╠├538
|
čŪų▐Ī─vŠ├Š├Š├╬▐┬ļŠ½ŲĘ
|
┼Ę├└╝żŪķ╩ėŲĄŠ½ŲĘę╗Ū°Č■Ū°
|
┼Ę├└╚š║½Š½ŲĘę╗Ū°Č■Ū°╚²Ū°
|
992tvŠ½ŲĘ╩ėŲĄtvį┌Ž▀╣█┐┤
|
Š½ŲĘ╬▐┬ļŠ├Š├Š├Š├Š├ė╚╬’
|
čŪų▐ąį╚š║½Š½ŲĘę╗Ū°Č■Ū°╚²Ū°
|
avtt╠ņ╠├═°Š├Š├Š½ŲĘ
|
╔┘ĖŠ╚╦Ų▐═Ą╚╦Š½ŲĘ├ŌĘč╩ėŲĄ
|
čŪų▐Š½ŲĘčŪų▐╚╦│╔į┌Ž▀╣█┐┤
|
╚š║½Š½ŲĘę╗Ū°Č■Ū°╚²Ū°╩ėŲĄ
|
Š½ŲĘ╣·▓·╚╦│╔čŪų▐Ū°
|
║½╣·╚²╝Čųą╬─ūų─╗hdŠ├Š├Š½ŲĘ
|
║┌Š▐╚╦ėļ┼Ę├└Š½ŲĘę╗Ū°
|
╣·▓·Š½ŲĘų„▓źę╗Ū°Č■Ū°
|
╬ńę╣čŪų▐avė└Š├╬▐┬ļŠ½ŲĘ
|
╣·▓·╚²╝Č╣·▓·Š½ŲĘ╣·▓·Ųš─ą╚╦
|
99riav╣·▓·Š½ŲĘ
|
╦─╗ó│╔╚╦www╣·▓·Š½ŲĘ
|
┼Ę├└│╔╚╦Š½ŲĘ═°šŠ▓źĘ┼
|
╣·▓·Š½ŲĘVIDEOSSEXŠ├Š├Ęó▓╝
|
čŪų▐╣·▓·Š½ŲĘŠ├Š├Š├Š├═°šŠ
|
čŪų▐Š½ŲĘ└Ē┬█Ąńė░į┌Ž▀╣█┐┤
|
ŪÓŪÓ▓▌╣·▓·Š½ŲĘŠ├Š├
|
337PčŪų▐Š½ŲĘ╔½ÓÓÓÓ
|
╣·▓·┬ę┬ļ┬ūŠ½ŲĘę╗Ū°Č■Ū°╚²Ū°┬ķČ╣
|
╣·▓·Š½ŲĘ─┌╔õŠ├Š├Š├Š├╗Č╗Č
|
╣·▓·┼Ę├└╚š▒ŠčŪų▐Š½ŲĘę╗5
|
╣·▓·Š½ŲĘū█║ŽŠ├Š├Ą┌ę╗ę│
|
Š├Š├Š½ŲĘ╬▐┬ļ├ŌĘč▓╗┐©
|
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


