左(右)轉向節帶盤式制動器總成
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
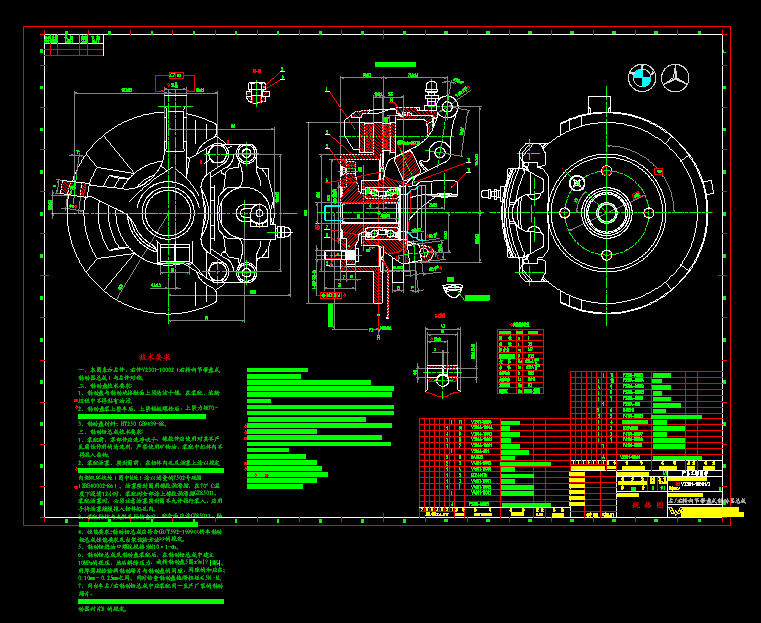
- 技術要求
一、本圖表示左件,右件V2301-10002(右轉向節帶盤式制動器總成)與左件對稱。
二、制動盤技術要求:
1、制動盤與制動塊接觸面上須清潔干燥,在裝配、運輸過程中不得粘有油污。
2、制動盤裝上整車后,上緊輻板螺栓后,上緊力矩70~80N·M。制動盤兩摩擦表面的擺動量不大于0.10。
3、制動盤材料:HT250 GB9439-88。
三、制動鉗總成技術要求:
1、裝配前,零部件應洗凈吹干,橡膠件應使用對其不產生腐蝕作用的清洗劑,嚴禁使用礦物油,裝配中缸體內不得混入雜物。
2、裝配活塞、密封圈前,在鉗體內孔及活塞上涂以規定的制動液,以防止損傷工作面。裝配活塞防塵罩前,在其內側雙環狀處(圖中M處)涂以適量的7502號硅脂(ZBE40002-86)。活塞密封圈用橡膠潤滑脂,在70°C溫度下浸漬12小時,裝配時全部涂上橡膠潤滑脂GZ85011。裝配活塞時,必須注意活塞密封圈不允許強行裝入,應用手將活塞緩緩推入鉗體缸孔內。
3、裝配軸銷與支架及軸銷套時,配合面應涂GZ85011,軸銷套內部及密封處亦應涂橡膠潤滑脂GZ85011。
4、性能要求:制動鉗總成應符合GB/T592-1999<<轎車制動鉗總成性能要求及臺架試驗方法>>的規定。
5、制動鉗進油口螺紋規格為M10×1-6h。
6、制動鉗總成及制動盤裝配后,在制動鉗總成中建立10MPa的夜壓,然后解除壓力,旋轉制動盤5圈x?w|?�郔�。用厚薄規檢驗兩制動蹄片與制動盤的間隙,間隙的和應在;0.10mm~0.25mm之間。同時檢查制動盤拖滯扭矩≤5N·M。
7、同臺車左/右制動鉗總成中應裝配同一生產廠家的制動蹄片。
8、制動鉗總成中制動蹄片應符合GB5763-1998《汽車用制動器襯片》的規定。
四、前輪輪轂總成技術要求:
1、前輪輪轂材料;40Cr。
2、前輪輪轂軸承試驗條件應按圖所示:F1=2955N(恒定),F2=591N(交變)作用下疲勞耐久試驗相當于10萬公里疲勞耐久試驗后,軸承不能有燒傷、卡滯、損壞等異常現象。軸承在試驗過程中溫升不超過232°C。
3、輪轂軸承油封耐久性試驗:泥水應符合JISZ8901 8級混合比5%,向油封噴泥水1小時,轉速300r/min,停止噴泥水1小時,轉速1000r/min,溫度:室溫。試驗100小時后不應有泥水通過油封進入軸承。
4、軸向游隙:0.01mm~0.025mm。軸承內預先填充適量油脂。油脂性能應滿足輪轂軸承試驗條件的要求。
5、輻板螺栓應壓入到位,壓入后在150N·M扭矩作用下不能轉動。
6、輻板螺栓材料:35CrMo,機械性能等級:9.8級。100%磁力探傷無裂紋,探后退慈處理。
五、左/右轉向節技術要求:
1、左/右轉向節材料:QT450-10。
2、鑄件時效處理,硬度160-210HB。
3、零件100%磁力探傷無裂紋,探后退磁.
六、件5螺栓上緊力矩80-90N·M。
七、 14處, 5處。
...
左(右)轉向節帶盤式制動器總成_下載(dwg格式) 機械圖紙
主站蜘蛛池模板:
99国内精品久久久久久久|
国产精品国产三级国产潘金莲|
精品精品国产高清a毛片牛牛|
国产亚洲精品影视在线产品|
国产成人亚洲精品青草天美|
欧美日韩精品一区二区视频|
亚洲国产精品嫩草影院|
国产精品无码久久久久久|
亚洲国产精品毛片av不卡在线
|
国产成人精品天堂|
在线观看国产精品普通话对白精品|
国产精品一级毛片无码视频|
91原创国产精品|
欧美精品中文字幕亚洲专区|
亚洲国产小视频精品久久久三级|
国产精品久久久久一区二区三区|
国产欧美日韩精品a在线观看|
亚洲精品乱码久久久久久久久久久久
|
日产精品久久久久久久|
青春草无码精品视频在线观|
国产精品日日摸夜夜添夜夜添1国产精品va欧美精
|
国产精品香蕉在线观看|
亚洲精品免费视频|
精品国产第1页|
99久久99久久久精品齐齐|
久久国产乱子伦免费精品|
无码人妻精品一区二区|
欧美精品亚洲精品日韩1818|
jizz国产精品网站|
国产午夜福利精品久久2021
|
人妻精品久久无码专区精东影业|
亚洲国产精品专区在线观看|
婷婷国产成人精品一区二|
精品午夜国产人人福利|
久久久久99精品成人片欧美|
亚洲欧美一级久久精品|
亚洲А∨精品天堂在线
|
日本精品一区二区三区在线视频一|
精品久久人人妻人人做精品|
精品人妻一区二区三区毛片|
久久97久久97精品免视看|
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

