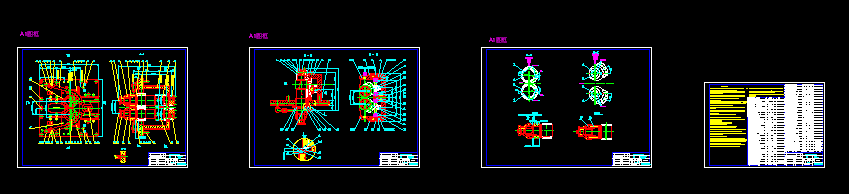
170Š½▄łÖC(j©®)▄ł▌ü▌üŽõčb┼õCADłD╝ł
- ╬─╝■ĮķĮBŻ║
- įō╬─╝■×ķ dwg Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20 ĘeĘų
-
- ╝╝ąg(sh©┤)ę¬Ū¾
1.░▓čbŪ░Ė„┴Ń╝■æ¬(y©®ng)ŪÕŽ┤Ė╔ā¶,Öz▓ķ│▀┤ń,Š½Č╚║ŽĖ±║¾ĘĮ┐╔░▓čb,░▓čb║¾
▐D(zhu©Żn)äė(d©░ng)▓┐Ęųæ¬(y©®ng)▐D(zhu©Żn)äė(d©░ng)ūį╚ń,š{(di©żo)š¹čbų├æ¬(y©®ng)ņ`╗Ņ▓ó£╩(zh©│n)┤_ĄĮ╬╗;
2.čb┼õ═Ļ«ģ║¾║═ÕF²X▌åŽõę╗Ųįć▄ć,╚½▓┐įć▄ć▀^│╠ųą▀\(y©┤n)▐D(zhu©Żn)æ¬(y©®ng)ŲĮĘĆ(w©¦n),¤oø_
ō¶,¤o«É│Żšäė(d©░ng)║═įļ┬Ģ.
3.čb┼õĢr(sh©¬)īóė═─ż▌S│ąĘųäečb╚ļŲ½ą─▌S╠ūųą,╩╣Ųõ═¼▌SČ╚▓╗┤¾ė┌0.02mm═¼
Ģr(sh©¬)ę¬▒ŻūCė═─ż▌S│ą░▓čbĢr(sh©¬)Ų╩Ęų├µĄ─╬╗ų├┼cŲ½ą─╠ū╔ŽĄ─┐╠ŠĆ╬╗ų├ī”(du©¼)²R;
4.Ų½ą─╠ū║═▄ł▌ü▌Sčb┼õ║¾,īóŲõ╣╠Č©į┌Ū░é╚(c©©)░Õ║═▌üŽõ¾w╔Ž;
5.▄ł▌ü▌SĄ─▌SŽ“š{(di©żo)š¹;
a.Ęųäeš{(di©żo)š¹ā╔Ė∙▄ł▌ü▌S╝ńČ╦├µų┴═Ō╗¼Łh(hu©ón)═ŌČ╦├µĄ─ŠÓļx×ķ32.4+0.05/0(ęŖA-A)
b.š{(di©żo)š¹ę╗éĆ(g©©)▄ł▌ü▌S║¾▓┐Ą─ē|(ZJF90b22-12)║±Č╚╩╣▌S╝ńČ╦├µĄĮŪ░░Õ┼cų¦
ō╬░ÕĮY(ji©”)║Ž├µĄ─ŠÓļx×ķ15.68Ī└0.02(ęŖI▓┐);
c.ęį═¼śėĘĮĘ©š{(di©żo)š¹┴Ēę╗éĆ(g©©)▄ł▌ü▌S,╩╣Ųõ┼c╔Žę╗Ė∙ī”(du©¼)²R,╬╗ų├š`▓Ņ▓╗│¼▀^
Ī└0.01;
6.▄ł▌ü▌SČ╦Ą─ē║╔w(ZJF90b22-39)╔ŽĄ─M10Šo╣╠┬▌╦©æ¬(y©®ng)ė├┴”Šž░Ō╩ųŽ╚Å─
23-25.3Nm┴”ŠžŠ∙ä“öQŠo,╚╗║¾į┘Š∙ä“Ąžīó┴”Šžį÷╝ėĄĮ46-50.6Nm,ūŅ
čbõōĮz╣╠Č©║¾;
7.ūo(h©┤)├▒(ZJF90b22-40)Ą─M20┬▌╦©öQŠo┴”Šž×ķ149Nm;
8.čb┼õØLäė(d©░ng)▌S│ąĢr(sh©¬),æ¬(y©®ng)░┤łD╩Š╬╗ų├╩╣ā╔ī”(du©¼)▌S│ąĄ─ė═▓█ī”(du©¼)ĘQö[Ę┼;
9.ØLäė(d©░ng)▌S│ąĄ─▌SŽ“ķgŽČ░▓čbĢr(sh©¬)×ķ0.012-0.038,░▓čb║¾▄ł▌ü▌SŽ“ķgŽČį┌
╩╣ė├ųą▓╗│¼▀^0.1mm;
10.░▓čb║¾Ė„ĮY(ji©”)║Ž├µ├▄ĘŌ╠Ä▓╗£╩(zh©│n)┬®ė═,ØBė═;
...
 ¤ßķTĻP(gu©Īn)µIį~Ż║
¤ßķTĻP(gu©Īn)µIį~Ż║


 įź╣½ŠW(w©Żng)░▓éõ 41072402000322╠¢(h©żo)
įź╣½ŠW(w©Żng)░▓éõ 41072402000322╠¢(h©żo)

