刮刀套管式結晶器 60m2 (2-B441ABC)
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
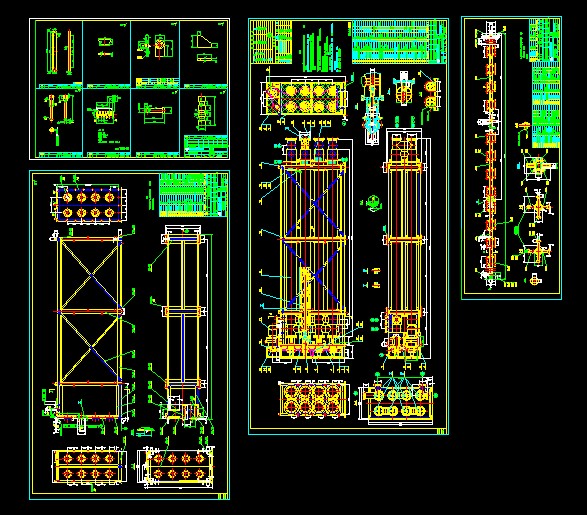
- 技術要求
1,本設備應按QJ/JHJ02.107-2004《聚甲醛刮刀套管式結晶器技術條件》的有關規(guī)定進, 檢查與驗收。
2,內件裝配前應清洗干凈并吹干,不得有油污。滾動軸承裝配時應填 7019-1潤滑脂或鋰基 2號潤滑脂。
3,套管及連接管全部組焊裝配后(可裝內件),內管與管間分別進行水壓試驗,試驗壓力內管 0.5MPa,外管1.1MPa.水壓試驗要求按GB150的有關規(guī)定進行。水壓試驗合格后,立即將水放凈并用壓縮空氣將內部吹干。
4,套管組對時端法蘭面到槽鋼的尺寸應按圖要求保證。8根套管,每根安裝位置(上下左右尺寸)必須按圖要求。誤差小于 0。3mm.并保證各管之間焊接相聯后位置誤差不變。
5。內軸裝配完后應逐根手動盤車,應轉動良好。
6,設備試運行時內管應裝滿水,加壓 0。6MP ,運轉 3小時,并應無泄漏。
7,設備碳鋼加工表面涂放銹油,碳鋼非加工面涂 H06-2鐵紅環(huán)氧脂底漆。面漆兩遍淺灰色醇酸磁漆。件19 套管的內管內表面拋光處理粗糙度0.2,其它不銹鋼表面酸洗鈍化處理。
8,減速機型號:XWDB22-8215-43。(電機功率 22KW 1500 防爆等級EXD BT4,防護等級IP55)。
9 , 電機變頻調速,調速范圍 900-2000rpm
10 減速機旋轉方向按圖,不可反向。 8根轉動軸安裝方向按圖。
技術要求
1 焊接各向尺寸誤差小于 2 mm。各向形位誤差小于
2 圖中焊接坡口火焰切割成型。
技術要求
1 件18-12,18-27墊待螺栓把緊后四邊與鋼管
2 鋼管全長直線度 2mm
3 注意方位 ...
- 帮助:如何获取积分? 上传资料可以赚钱? 版权投诉
 熱門關鍵詞:
熱門關鍵詞:


 豫公網安備 41072402000322號
豫公網安備 41072402000322號


