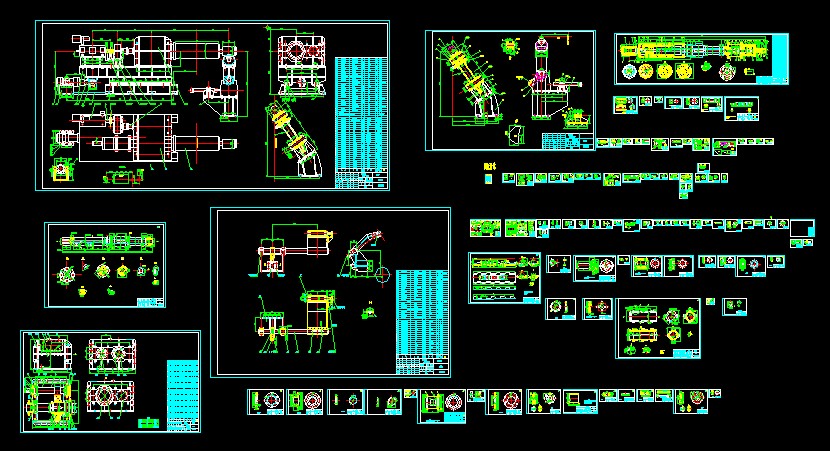
20T開(kāi)卷機(jī)套圖
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯)��,下載需要
20 積分
-
- 技術(shù)要求
鍛件符合JB/T5000.8-1998(設(shè)備通用技術(shù)條件)鍛件部分鍛件實(shí)驗(yàn)種類Ⅲ組
熱處理:HB217-255.
未注明棱角處倒角1×45°
技術(shù)要求
1 棱角倒鈍
2 未注明圓角R1
3 調(diào)質(zhì)處理HB217-255
技術(shù)要求
1焊件應(yīng)符合《冶金設(shè)備制造通用技術(shù)條件》(YB/T036.11-92)的規(guī)定
2 采用E4303焊條連續(xù)焊接��,焊角高度10mm
3 焊后去應(yīng)力退火處理���,再機(jī)加工
4 輥身180外表面襯10mm厚氯丁橡膠并打磨光滑�����,采用813膠粘劑粘接
技術(shù)要求
1 鋼板下料周邊粗糙度25
2 焊件應(yīng)符合《冶金設(shè)備制造通用技術(shù)條件》(YB/T036.11-92)的規(guī)定
3 采用E4303焊條連續(xù)焊接����,焊角高度5-10mm
4 焊后矯正變形,消除應(yīng)力處理
5 未注明40H9的倒角2×45°
技術(shù)要求
1 下料周邊及坡口粗糙度25
2 焊接件應(yīng)符合YB/T036.11-92《冶金設(shè)備通用技術(shù)條件焊接件》的規(guī)定
長(zhǎng)度尺寸公差精度等級(jí) B
角度偏差精度等級(jí) B
形位公差精度等級(jí) F
焊接質(zhì)量等級(jí) Ⅲ
未熔透焊縫不作探傷要求
3 用E4303焊條連續(xù)焊接
4 未注焊縫為角焊縫,焊角高度為10-15mm
5 焊后進(jìn)行去應(yīng)力退火處理�,矯正變形后進(jìn)行機(jī)加工
6 焊后進(jìn)行密封滲漏試驗(yàn)���,不得有滲漏現(xiàn)象
7 焊后進(jìn)行噴砂或噴丸處理 ...
20T開(kāi)卷機(jī)套圖_下載(dwg格式) 機(jī)械圖紙
主站蜘蛛池模板:
国产成人综合精品一区|
91精品国产自产在线老师啪|
精品无码AV无码免费专区|
国产一区二区三区精品视频|
99re这里只有精品6|
国产999精品久久久久久|
国产精品嫩草影院一二三区|
国产精品久久久久久吹潮|
亚洲精品宾馆在线精品酒店|
国产精品 91 第一页|
国产精品久久久久久影院|
日产精品久久久久久久|
久久久久无码精品|
国产精品视频免费一区二区|
亚洲精品免费在线观看|
97精品久久天干天天天按摩|
亚洲av无码乱码国产精品
|
久久精品无码一区二区三区免费|
国产精品夜色一区二区三区|
久久棈精品久久久久久噜噜|
最新国产精品拍自在线观看|
午夜精品久久久内射近拍高清
|
精品日韩亚洲AV无码|
自拍偷自拍亚洲精品被多人伦好爽|
国模和精品嫩模私拍视频|
久久免费国产精品一区二区|
国产午夜精品无码|
国产亚洲精品无码成人|
精品亚洲成AV人在线观看|
色久综合网精品一区二区|
亚洲国产第一站精品蜜芽|
中文字幕av日韩精品一区二区|
亚洲国产午夜中文字幕精品黄网站
|
99re8这里有精品热视频免费|
国产精品无码专区|
国产精品VA在线观看无码不卡|
国产在线精品一区二区在线观看
|
青青青青久久精品国产|
欧美巨大黑人精品videos|
久久久久四虎国产精品|
99久久精品免费看国产一区二区三区|
 熱門關(guān)鍵詞:
熱門關(guān)鍵詞:


 豫公網(wǎng)安備 41072402000322號(hào)
豫公網(wǎng)安備 41072402000322號(hào)


