<del id="cmwqi"></del>
<fieldset id="cmwqi"></fieldset>
<abbr id="cmwqi"></abbr>
首頁
機械圖紙
成套圖紙
技術文檔
我要上傳
搜索
高級搜索
資料總數:27556 今日更新:0
熱門關鍵詞:
位置:
首頁
>
機械圖紙
油罐 0.3t
文件大小
: 126.56 KB
下載次數
:
文件評級
:
更新時間
:2014-09-08
發 布 人
: kongbei
文件下載:
上傳的文件被下載可獲得積分!
積分可下載資料或者提取人民幣!
Ctrl + d 可將本頁面加入收藏夾
文件介紹:
該文件為 dwg 格式(源文件可編輯),下載需要
20
積分
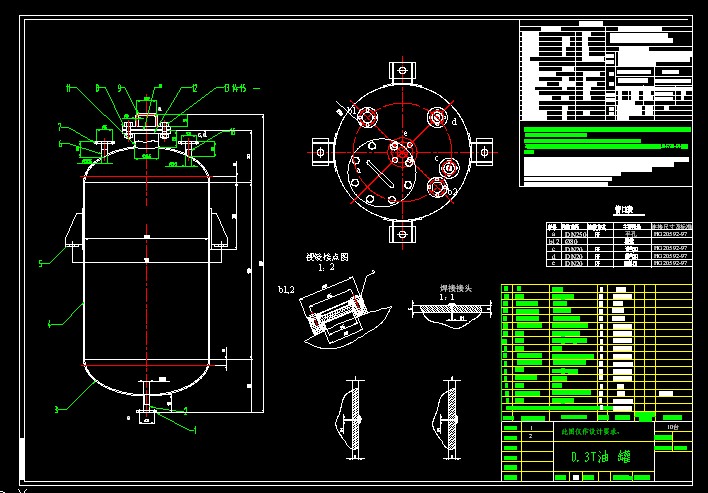
技術要求
1. 所有A、B類焊縫需X射線無損檢測,檢測長度為每條焊接接頭長度20%,且不少于250mm,焊縫交叉部位及以下部位應全部探傷,其檢測長度可記入局部檢測長內,
1》先拼板后形成的凸行封頭上的所有拼接接頭:2》凡被支座墊板所覆蓋的焊接頭:
3》以開孔中心為圓心,1.5倍開孔直徑為半徑的圓中所包容的焊接接頭,局部探傷測結果以不低于JB4730-94中3級為合格
2.殼體焊縫應保證內壁面平整,采用雙面焊,保證全焊透,內外表面焊縫需摸平,不得有凹凸菱角(小于0.5)及劃痕,殼體內外表面拋光(0.64U),內表面粗糙度〈0.4um)
3.封頭折邊不允許有周折殼體焊縫錯邊量要求嚴格按GB150-1998控制
4.設備投產前,需將安全閥的開啟壓力調至0.31MPA
5.允許用304(ASTM A240標準)代替0Cr18Ni9
6.管口方位圖以工藝圖為準,本圖僅供參考。
7.除圖中注明外,按HG20583-1998中規定角焊縫的焊角按相焊接較薄的厚度,法蘭焊接按相應標準。 ...
文檔留言
共有
條評論
驗證碼:
看不清楚,換一個
更多..
下載排行
1
WY22履帶式挖掘機全套圖紙
2
30B萬能粉碎機(帶除塵)結構圖cad圖
3
3級液壓缸裝配圖全套圖紙
4
活性炭吸附箱
5
松鼠單管獵全套圖紙.dwg
6
600t、d石灰窯工藝圖A.zip
7
12#松鼠單管CAD圖-1.dwg
8
35-50奔野拖拉機正式產品圖
9
4-72風機系列圖紙和參數
10
QTZ63塔吊基礎設計施工圖cad設計圖
更多..
最新文檔
1
高加三通閥CAD圖紙
2
骨架注塑模CAD圖紙
3
骨架多層注塑模CAD圖紙
4
骨架型螺紋管注塑模CAD圖紙
5
骨架型螺紋管注塑模(2)CAD圖紙
6
骨架傳遞模CAD圖紙
7
風雅9代前叉CAD圖紙
8
風量調節閥CAD圖紙
9
風箱碟閥CAD圖紙
10
風機軸承箱圖CAD圖紙
熱門文檔
1
活性炭吸附箱
2
12#松鼠單管CAD圖-1.dwg
3
松鼠單管獵全套圖紙.dwg
4
松鼠單管全套圖紙
5
混合機全套圖紙
6
WY22履帶式挖掘機全套圖紙
7
霧炮施工圖
8
網帶輸送機整套圖紙自己整理
9
片劑生產車間平面圖CAD圖紙cad圖紙
10
真空包裝機械全套圖紙
油罐 0.3t_下載(dwg格式) 機械圖紙
關于我們
|
網站導航
|
常見問題&幫助
|
免責聲明
|
投訴&建議
|
聯系我們
|
SiteMap
|
CopyRight 2014-2023 九愛圖紙 |
豫ICP備2022026883號-1
豫公網安備 41072402000322號
主站蜘蛛池模板:
2020亚洲男人天堂精品
|
成人国产精品高清在线观看
|
黑人巨大精品欧美
|
国产精品最新国产精品第十页
|
精品无码av一区二区三区
|
国产亚洲曝欧美不卡精品
|
国产精品v片在线观看不卡
|
亚洲视频在线精品
|
久久精品国产亚洲Aⅴ香蕉
|
成人亚洲日韩精品免费视频
|
国产精品久久99
|
国产精品高清一区二区三区
|
亚洲精品二区国产综合野狼
|
麻豆国产高清精品国在线
|
国产精品日韩欧美在线第3页
|
国产精品一级片
|
国产精品久久久福利
|
91精品国产91久久综合
|
久久精品国产亚洲AV高清热
|
99热亚洲精品6码
|
国产亚洲精品观看91在线
|
91精品视频网站
|
国产色婷婷五月精品综合在线
|
日韩精品一区二区三区色欲AV
|
亚洲精品成人片在线观看精品字幕
|
精品久久久久久无码人妻热
|
91av国产精品
|
亚洲精品理论电影在线观看
|
精品一区二区三区四区
|
大伊香蕉精品视频在线导航
|
国产午夜无码精品免费看动漫
|
精品久久8x国产免费观看
|
久久精品人人槡人妻人人玩AV
|
国产精品亚洲专区在线观看
|
国产精品视频一区国模私拍
|
91精品国产91久久久久福利
|
精品a在线观看
|
久久精品无码专区免费东京热
|
中文字幕精品一区影音先锋
|
久久亚洲国产午夜精品理论片
|
欧美日韩精品在线
|
<fieldset id="ko0yi"></fieldset>
<strike id="ko0yi"><input id="ko0yi"></input></strike>
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞: