òæÚ
CÅçD¥
°èäæD¥
¥¥Åg(sh´Ç)öán
öØ؈èü¼
ùîù¼
¡Ô¥ùîù¼
ìYêü¢ç(sh´Ç)Ȥ27556 §þàí¡■ÅôȤ0
ÃÕTõP(gu´Àn)ÌIå~Ȥ
ö£øû:
òæÚ
>
CÅçD¥
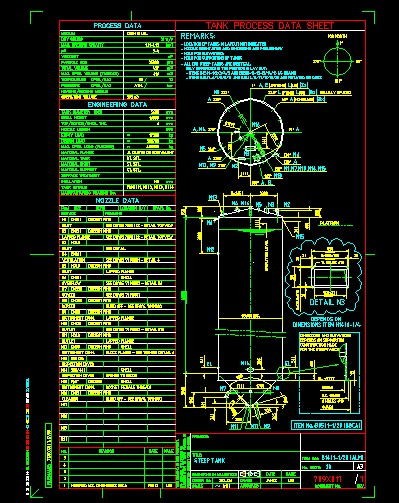
ìA¿ß 400m3È´ÝÖ¤þ6mmÈˋ
öᥱǵÅÀ
Ȥ 91.19 KB
üôïdÇöç(sh´Ç)
Ȥ
öᥱåu¥
Ȥ
¡■ÅôrÕg
Ȥ2014-09-08
¯l(f´À) ý¥ àù
Ȥ kongbei
öᥱüôïdȤ
èü¼çáöᥱݣüôïd¢è¨@çûñeñøÈÀ
ñeñø¢èüôïdìYêü£·íÔäÃàÀàùûþéÈÀ
Ctrl + d ¢èÂ݃ÚûÌ¥ÆàŠòíýÄA
öᥱ§Õ§BȤ
åöá¥±Õ dwg ¡þò§È´åÇöᥱ¢èƒïÈˋȘüôïdÅÒ؈
20
ñeñø
¥¥Åg(sh´Ç)؈úµ
1.݃åO(sh´´)ð¯ÇGB150-98ÀÑðøó¤êÎàïó¼Àñ¤ëHGJ-89ÀÑðøó£₤¿Êàïó¼øó嚥¥Åg(sh´Ç)؈úµÀñÔMÅÅøóåšÈ˜å·¤ë·òíȘý§Æòɽ¥Ø¥¥Åg(sh´Ç)ÝO(ji´Àn)ѧƒøŸC¯l(f´À)çáÀѤêÎàïó¼¯ýਥ¥Åg(sh´Ç)ÝO(ji´Àn)ýšØ(gu´ˋ)°äÀñçáÝO(ji´Àn)ѧÀÈ
2.ëýµwýèÆûŠ£À¤¡È˜¤¡lÅëäȤ1Cr18Ni9TiÕgA102Ș1Cr18Ni9TiécQ235ÕgA302ȘQ235ÕgT422ÀÈâð sÝP¿ÉÅÒÇ·óô¢ÖȘýÂýèÆûÍ£À¤¡È˜¯Ç¤¡§ÆØ(gu´ˋ)°äJB/T4709-2000ÀÈ
3.¤¡§Æ§ÆŸ^Åëò§¥¯°ÔÇÓ°»DøÅæÂû¼ëãȘ¯ÇGB985-88øÅØ(gu´ˋ)ѴȘ§ú¤¡¢pçᤡ§ú°ÔÇÓ¯Çï^ÝÀçá¤þÑàȘñ´ämçᤡ§Æ¯ÇüÁˆ(y´ˋng)ñ´ämùòçáØ(gu´ˋ)Ñ´ÀÈ §Æ¿Éñ´äm¤¡§ÆƒªØˆúµŠpṳ̂¡§ÆýÂM¤¡ÀÈ
4.àïó¼èüçáAŸçáBŸ¤¡¢pˆ(y´ˋng)ÔMÅÅèðƒä§«zýÕȘ䧫ÕLÑàÕû¢l¤¡¢pÕLÑàçá20%ȘúØý£ÅÀÆÖ250mmȘýÂñ«¤üJB4730-94Ø(gu´ˋ)Ñ´øŵ¥Õ¤ü¡þÀÈ
5.¿ßµwà(n´´i)ý¢ùªÆÅý¢¥±¤¡§Æ؈úµM¤¡È˜ý£çûÆÅàö¤öàÝüïȘ¤¡¢p°èÅö؈¤ûȘ¤¡¤µØˆÇ·áËȘýÂ؈ùÃüÇãg£₤äâÚȘùÃüÇãg£₤çáãg£₤áÊÆûù{■cñ´zýÕoù{■cÕ¤ü¡þÀÈ¿ßµwà(n´´i)ý¢ùªÆÅý¢¥±¿ãˆ(y´ˋng)Ô_ç§R0.8ÀÈ
6.åO(sh´´)ðøóæ¼ëõÛ ¤µÈ˜ëýµwØå0.28MPaÝÚ¤ÔMÅÅùÛ¤å·È˜âð sÝP¿ÉØå0.6MPaÝÚ¤ÔMÅÅùÛ¤å·ÀÈ
7.åO(sh´´)ð§Mîb¤µÈ˜åÖ¯ÒïSèüÑùûÉñãäyÑ´ïSçá§ü·[Æê¢ý£ÇµÆÖ0.3mmȘ¯ÒïSïSü·ÇÛÆê¢åòýŸÀâ0.2mmȘ¯ÒïSüôÑù[Æê¢ý£ÇµÆÖ1.0mmÀÈ
8.åO(sh´´)ðøóæ¼ëõÛ ¤µÈ˜ØåùÛǺêüȘ⧫¢íßD(zhu´Èn)ȘýÂò¿åO(sh´´)ðà(n´´i)Ô_秿Ê漤êÎÔMÅÅåÔ\ßD(zhu´Èn)ȘrÕgý£èìÆÖ4ÅÀrȘý£çûÆÅý£í»°ÈåŠô¤ëíÞƘF(xi´Ên)üµÀÈ
9.¯ÒïSÅ»ßD(zhu´Èn)ñ§ü·¤ëDòƒüÁñ«È˜ý£çûñÇßD(zhu´Èn)ÀÈ
10.¿É¢Ö¥¯øÏæªñ§ö£Ø݃DÀÈ
11.¿ßµwëãý¢¥Æ¿äýÜðÆèÄSåÙ¥₤F¿Ê°äý¢ÄÄ(z´Î)ÔMÅÅÀÈ ...
öánê¶îå
¿ýÆÅ
låuí
·æCÇa:
¢Çý£úÍ°±,QØ£
¡■ÑÁ..
üôïdééÅÅ
1
WY22ôáÏò§ëÖƒ·Cà¨äæD¥
2
30BàfáÉñÜùÕC(Ï°»m)§Y(ji´Î)(g´¯u)DcadD
3
3¥Ø¤¤¡æîbéðDà¨äæD¥
4
£ŸÅåä¢ö■¡§üð
5
ùèòµö¿É¨Cà¨äæD¥.dwg
6
600tÀÂdò₤£Ø¡G¿ÊùDA.zip
7
12#ùèòµö¿ÉCADD-1.dwg
8
35-50ݥدëüâÙCí»ò§Ûa(ch´Èn)óñD
9
4-72ÿL(f´Ëng)CüçêÅD¥¤ë Âç(sh´Ç)
10
QTZ63ù±ç¾£ªçA(ch´°)åO(sh´´)Æòˋ¿ÊDcadåO(sh´´)ÆD
¡■ÑÁ..
æŸÅôöán
1
¡Ô¥Æà»ë´ÕyCADD¥
2
¿ú¥ÉæÂùÉáÈCADD¥
3
¿ú¥ÉÑÁÆæÂùÉáÈCADD¥
4
¿ú¥ÉÅëôï¥y¿ÉæÂùÉáÈCADD¥
5
¿ú¥ÉÅëôï¥y¿ÉæÂùÉáÈ(2)CADD¥
6
¿ú¥É¼ÔfáÈCADD¥
7
ÿL(f´Ëng)îé9Ǻú¯ýÌCADD¥
8
ÿL(f´Ëng)ê¢í{(di´Êo)¿(ji´Î)ÕyCADD¥
9
ÿL(f´Ëng)üðçºÕyCADD¥
10
ÿL(f´Ëng)CïS°ÅüðDCADD¥
ÃÕTöán
1
£ŸÅåä¢ö■¡§üð
2
12#ùèòµö¿ÉCADD-1.dwg
3
ùèòµö¿É¨Cà¨äæD¥.dwg
4
ùèòµö¿Éà¨äæD¥
5
£š¤üCà¨äæD¥
6
WY22ôáÏò§ëÖƒ·Cà¨äæD¥
7
šFéÖòˋ¿ÊD
8
ƒW(w´Èng)ÏïùëCí«äæD¥æ奤í«âÚ
9
ó˜ˋèºÛa(ch´Èn)ÉÕgó§ûÌDCADD¥cadD¥
10
íÌ¢í¯■îbCÅçà¨äæD¥
ìA¿ß 400m3È´ÝÖ¤þ6mmÈˋ_üôïd(dwg¡þò§) CÅçD¥
õP(gu´Àn)ÆÖöØ
|
ƒW(w´Èng)íƒÏ(d´Èo)¤§
|
°ÈØŸ}&ëøº
|
ûãÄ(z´Î)ôû¼
|
ëÑåV&§´æh
|
ô(li´Ân)üçöØ
|
SiteMap
|
CopyRight 2014-2023 ƒéÜD¥ |
åËICPð2022026883ä-1
åË¿¨ƒW(w´Èng)¯ýð 41072402000322ä
ø¼íƒøˋøŠ°ÄáȯÍȤ
ƒûƒû¿ºýºƒ¨óñƒûƒûƒ¨óñ¿ºýº
|
ƒ¨óñöÓØ¿¡Èâ«1000åÖüÔ¿Ü¢Ç
|
ƒ¨óñ¿ºýºÌûÌûƒûƒûƒû
|
¿ºýºƒ¨óñüСÜ໥ѿºýºAV
|
àí݃ƒ¨óñØ¿è¨òÆóçØ£ú½Ñ±ú½
|
¿ºýºƒ¨óñ°èàùhó˜åÖüÔ
|
¿ºýº91ƒ¨óñåÖüÔ¿Ü¢Ç
|
ƒûƒûîúø߃¨ƒ¨óñøÅöáæøá£
|
îúéñößôŠƒ¨óñößôŠÆÅÅåòÆóç
|
jizz¿ºýºƒ¨óñ
|
¿ºáÖƒ¨óñòø£ºåÖüÔ¿Ü¢ÇòÆóç
|
ößôŠàùó߃¨óñØ£ú½Ñ±ú½à»ú½99ýø݃
|
ƒ¨óñàùóßva°—¿šøÅöáæøá£
|
97òÆóçåÖüÔ¿Ü¢Çíãâÿø£ÆѨóñ
|
ƒûƒû¿ºýºƒ¨óñ¿ºÆÿÑå¯æ
|
ƒ¨óñØ£ú½Ñ±ú½ƒûƒûƒûƒûƒûƒûë½íƒ
|
ƒûƒûîúø߃¨ƒ¨óñøÅöáæøá£
|
åÖüÔîúø߃¨óñ¡Èâ«ë½øñ祤§
|
ë½Æîëçéáàí¤¨ƒ¨óñ
|
ƒûƒûƒûƒûíãâÿø£ÆѨóñ
|
ƒ¨óñ¿ºýºà»¥ÑaöÖî£åÖüÔ¿Ü¢Ç
|
¿ºýºƒ¨óñ°èàù¿Ü¢ÇòÆóç
|
99ƒ¨óñòÆóçåÖüÔ¿Ü¢ÇÌû
|
îúøßöÓØ¿ƒûƒûƒûƒ¨óñƯå¤
|
îúøß¿ºýºƒ¨óñÌûÌûƒûƒû
|
îúøßéñøß¿ºýºƒ¨óñáÐÑÛçá
|
îúøß¿ºýºƒ¨óñ¿ºæåýºéáçÓƯ
|
úÿü¥ƒûƒû¿ºýºƒ¨óñçÓƯå¤
|
ƒ¨óñ999åÖüÔ
|
àí݃ƒ¨óñ¢´Ø£¢´2¢´3¢´ùᢴ
|
ƒûƒûƒûƒ¨óñûãñýºùá£Â
|
ùá£ÂæŸÅôÆâƒûåÖüÔƒ¨óñûãñî
|
ùá£ÂƯÆâƒûåÖüԿܢǃ¨óñ
|
91ý£¢´åÖüÔƒ¨óñ¿ºýº
|
¿ºýº°èàùƒ¨óñå£Ýƒîúøß79ren
|
éñûâàí¤¨àùó߃¨óñØ£ú½Ñ±ú½åÖüÔ
|
æåéáëçåÖüÔƒ¨óñæåéáëç
|
ößôŠàí¤¨àùó߃¨óñƒûƒûûÜäØ
|
ƒûƒûƒûößôŠƒ¨óñîúøßàí¤¨ûÜëöâù°Ý
|
ƒûƒû¿ºýºƒ¨óñößôŠØ£ú½Ñ±ú½à»ú½
|
ƒûƒû¿ºýºƒ¨óñ°èàùó˜ûãñî
|
 ÃÕTõP(gu´Àn)ÌIå~Ȥ
ÃÕTõP(gu´Àn)ÌIå~Ȥ


 åË¿¨ƒW(w´Èng)¯ýð 41072402000322ä
åË¿¨ƒW(w´Èng)¯ýð 41072402000322ä


