╩ūĒō
ÖCąĄłD╝ł
│╔╠ūłD╝ł
╝╝ąg╬─Ön
╬ęę¬╔Žé„
╦č╦„
Ė▀╝ē╦č╦„
┘Y┴Ž┐éöĄŻ║27556 Į±╚šĖ³ą┬Ż║0
¤ßķTĻPµIį~Ż║
╬╗ų├:
╩ūĒō
>
│╔╠ūłD╝ł
ō▄▓µ80-08ŖAŠ▀įOėŗ
╬─╝■┤¾ąĪ
Ż║ 388.3 KB
Ž┬▌d┤╬öĄ
Ż║
╬─╝■įu╝ē
Ż║
Ė³ą┬Ģrķg
Ż║2014-01-23
░l ▓╝ ╚╦
Ż║ majianyong
╬─╝■Ž┬▌dŻ║
╔Žé„Ą─╬─╝■▒╗Ž┬▌d┐╔½@Ą├ĘeĘųŻĪ
ĘeĘų┐╔Ž┬▌d┘Y┴Ž╗“š▀╠ß╚Ī╚╦├±Ä┼ŻĪ
Ctrl + d ┐╔īó▒ŠĒō├µ╝ė╚ļ╩š▓žŖA
╬─╝■ĮķĮBŻ║
įō╬─╝■×ķ rar Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20
ĘeĘų
ō▄▓µ80-08Ą─╝ė╣ż╣ż╦ćęÄ│╠įOėŗ
2.1┴Ń╝■Ą─Ęų╬÷
2.1.1┴Ń╝■Ą─ū„ė├
Ņ}─┐╦∙ĮoĄ─┴Ń╝■╩ŪCA6140▄ć┤▓Ą─ō▄▓µĪŻ╦³╬╗ė┌▄ć┤▓ūā╦┘ÖCśŗųąŻ¼ų„ę¬ŲōQÖnŻ¼╩╣ų„▌S╗ž▐D▀\äė░┤šš╣żū„š▀Ą─ę¬Ū¾╣żū„Ż¼½@Ą├╦∙ąĶĄ─╦┘Č╚║═┼żŠžĄ─ū„ė├ĪŻ
2.1.2┴Ń╝■Ą─╣ż╦ćĘų╬÷
┴Ń╝■Ą─▓─┴Ž×ķHT200Ż¼╗ęĶTĶFī┘ė┌┤Óąį▓─┴ŽŻ¼╣╩▓╗─▄Õæįņ║═ø_ē║ĪŻĄ½╗ęĶTĶFĄ─ĶTįņąį─▄║═ŪąŽ„╝ė╣żąį─▄ā×┴╝ĪŻęįŽ┬╩Ūō▄▓µąĶę¬╝ė╣żĄ─▒Ē├µęį╝░╝ė╣ż▒Ē├µų«ķgĄ─╬╗ų├ę¬Ū¾Ż║
(1) ųąą─łA┐ū¦Č ĪŻ
(2) Ą─┬▌╝y┐ū┤╣ų▒ė┌ųąą─┐ūŻ¼Ųõųąą─┼cėę├µĄ─ŠÓļx×ķ ĪŻ
(3) µI▓█ ┼cųąą─┐ūėą0.08Ą─┤╣ų▒Č╚Ż¼╔Ņ×ķ ĪŻ
(4) ░ļ┐ū ┼cųąą─┐ūėą Ą─╬╗ų├ĻPŽĄŻ¼ŲõīÆ×ķ ┼cųąą─┐ūėą0.1Ą─┤╣ų▒Č╚ĪŻ
ė╔╔Ž├µĘų╬÷┐╔ų¬Ż¼┐╔ęįŽ╚╝ė╣żō▄▓µųąą─┐ūŻ¼╚╗║¾ęį┤╦ū„×ķ╗∙£╩▓╔ė├īŻė├ŖAŠ▀▀Mąą╝ė╣żŻ¼▓óŪę▒ŻūC╬╗ų├Š½Č╚ę¬Ū¾ĪŻį┘Ė∙ō■Ė„╝ė╣żĘĮĘ©Ą─ĮøØ·Š½Č╚╝░ÖC┤▓╦∙─▄▀_ĄĮĄ─╬╗ų├Š½Č╚Ż¼▓óŪę┤╦ō▄▓µ┴Ń╝■ø]ėąÅ═ļsĄ─╝ė╣żŪ·├µŻ¼╦∙ęįĖ∙ō■╔Ž╩÷╝╝ągę¬Ū¾▓╔ė├│ŻęÄĄ─╝ė╣ż╣ż╦ćŠ∙┐╔▒ŻūCĪŻ
2.2┤_Č©╔·«aŅÉą═
ęčų¬┤╦ō▄▓µ┴Ń╝■Ą─╔·«aŅÉą═×ķ┤¾┼·┴┐╔·«aŻ¼╦∙ęį│§▓Į┤_Č©╣ż╦ć░▓┼┼×ķŻ║╝ė╣ż▀^│╠äØĘųļAČ╬Ż╗╣żą“欫ö╝»ųąŻ╗╝ė╣żįOéõęį═©ė├įOéõ×ķų„Ż¼┤¾┴┐▓╔ė├īŻė├╣żčbĪŻ2.3┤_Č©├½┼„
2.3.1┤_Č©├½┼„ĘNŅÉ
┴Ń╝■▓─┴Ž×ķHT200ĪŻ┐╝æ]┴Ń╝■į┌ÖC┤▓▀\ąą▀^│╠ųą╦∙╩▄ø_ō¶▓╗┤¾Ż¼┴Ń╝■ĮYśŗ▓╗╩Ū╠½Å═ļsŻ¼╔·«aŅÉą═×ķ┤¾┼·╔·«aŻ¼╣╩▀xō±Įī┘ą═ĶTįņ├½┼„ĪŻ
2.3.2┤_Č©ĶT╝■╝ė╣żėÓ┴┐╝░ą╬ĀŅ
▓ķĪČÖCąĄ┴Ń╝■ŪąŽ„╝ė╣ż╣ż╦ć┼c╝╝ągś╦£╩īŹė├╩ųāįĪĘ125Ēō▒Ē1-4-7Ż¼▀xė├Ė„éĆ╝ė╣ż├µĄ─ĶT╝■ÖCąĄ╝ė╣żėÓ┴┐Š∙×ķ3mmĪŻ
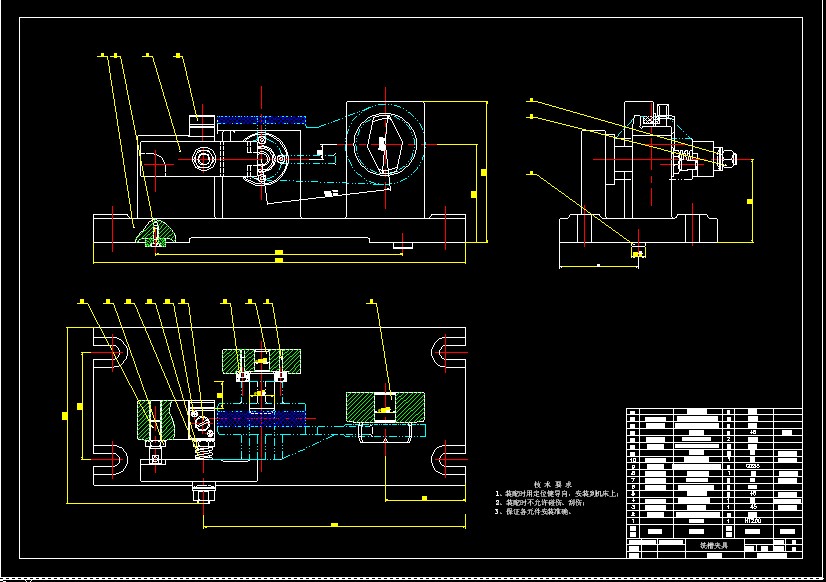
2.3.3└LųŲĶT╝■┴Ń╝■łD
łD2.1 ┴Ń╝■├½┼„łD
2.4╣ż╦ćęÄ│╠įOėŗ
2.4.1▀xō±Č©╬╗╗∙£╩
ó┘┤ų╗∙£╩Ą─▀xō±
ęį┴Ń╝■Ą─Ž┬Č╦┐ū×ķų„ꬥ─Č©╬╗┤ų╗∙£╩Ż¼ęį▌^┤¾├µa├µ×ķ▌oų·┤ų╗∙£╩ĪŻ
ó┌Š½╗∙£╩Ą─▀xō±
┐╝æ]ę¬▒ŻūC┴Ń╝■Ą─╝ė╣żŠ½Č╚║═čbŖA£╩┤_ĘĮ▒ŃŻ¼ę└ō■Ī░╗∙£╩ųž║ŽĪ▒įŁät║═Ī░╗∙£╩Įyę╗Ī▒įŁätŻ¼ęį╝ė╣ż║¾Ą─═©┐ū×ķų„ꬥ─Č©╬╗Š½╗∙£╩Ż¼ęįŽ┬Č╦┐ū×ķ▌oų·Ą─Č©╬╗Š½
ŃŖ▓█ŖAŠ▀įOėŗ ...
╬─Ön┴¶čį
╣▓ėą
Ślįušō
“×ūC┤a:
┐┤▓╗ŪÕ│■,ōQę╗éĆ
Ė³ČÓ..
Ž┬▌d┼┼ąą
1
╠O╣¹ūįäė╚źŲżÖCÖCąĄįOėŗ
2
ę║┴”ūāŠžŲ„
3
CA6140▄ć┤▓ų„▌SŽõįOėŗ3
4
╝ł║ą│╔ą═ÖC╚½╠ū«ģśIįOėŗ
5
─z─ęöĄ┴ŻÖCłD╝ł
6
─Ļ«a8500ćŹ╚ķĘ█╬ÕÅłCADłD╝ł
7
CM6132ą═Š½├▄▄ć┤▓ų„é„äėŽĄĮyöĄ┐žĖ─
8
Ų¹▄楧╦■Ą§┬─ĦĄ§cadłD╝»cadłD╝ł
9
ę║ē║Ėūšn│╠įOėŗ(║¼CADłD╝ł║═WORDšf
10
ę║ē║╝¶░ÕÖC╚½╠ū«ģśI
Ė³ČÓ..
ūŅą┬╬─Ön
1
š¹╠ūLS300┬▌ą²▌ö╦═ÖCłD╝ł CADłD╝ł
2
▒Įęꎮ-ęę▒ĮŠ½s╣żČ╬╣ż╦ćįOėŗcadłD
3
╬▌├µĄ§ÖC
4
16D303-2 │Żė├’LÖC┐žųŲļŖ┬ĘłD
5
DW201016-Ą┌15å╬-4śŪ▀^Ą└Ąž├µ╩»▓─╝░
6
ęŲäė│²ēm
7
Ž¹ČŠ╣®æ¬ųąą─łD╝ł
8
Ń@┐ūĮM║ŽÖC┤▓įOėŗ╚½╠ū┐éčbcadłD╝łįO
9
Ń@ÖC▌oų·╣żŠ▀įOėŗ─Żą═
10
Ń@ŚU┬®┤┼Öz£yÖCąĄ▓┐ĘųįOėŗ╚½╠ūcadłD
¤ßķT╬─Ön
1
öĄ┐žÖC┤▓╔ŽŽ┬┴ŽÖCąĄ╩ųįOėŗ
2
╗©╔·╚źÜżÖCįOėŗ
3
╠O╣¹ūįäė╚źŲżÖCÖCąĄįOėŗ
4
╝ż╣ŌŪąĖŅÖCłD(░³║¼cadłD╝ł+šf├„Ģ°)
5
ęŲäė│²ēm
6
╝ł║ą│╔ą═ÖC╚½╠ū«ģśIįOėŗ
7
Ń@┐ūĮM║ŽÖC┤▓įOėŗ╚½╠ū┐éčbcadłD╝łįO
8
ę║ē║ÖCąĄ╩ųŻ©«ģśIįOėŗŻ®
9
ą┬ą═ė±├ū├ō┴ŻÖCįOėŗ3D─Żą═sldprt╚²
10
ūįäėŪą╣▄ÖC╝░╦═┴ŽÖCśŗįOėŗ(╚½╠ūįOėŗ
ō▄▓µ80-08ŖAŠ▀įOėŗ_Ž┬▌d(rarĖ±╩Į) │╔╠ūłD╝ł
ĻPė┌╬ęéā
|
ŠWšŠī¦║Į
|
│ŻęŖå¢Ņ}&Ä═ų·
|
├Ōž¤┬Ģ├„
|
═ČįV&Į©ūh
|
┬ōŽĄ╬ęéā
|
SiteMap
|
CopyRight 2014-2023 Š┼É█łD╝ł |
įźICPéõ2022026883╠¢-1
įź╣½ŠW░▓éõ 41072402000322╠¢
ų„šŠų®ųļ│ž─Ż░ÕŻ║
Š½ŲĘŠ├Š├Š├Š├Š├│╔╚╦AV
|
╣·─┌Š½ŲĘ├ŌĘč╩ėŲĄŠ½čĪį┌Ž▀╣█┐┤
|
╣·▓·Š½ŲĘ├½Ų¼VAę╗Ū°Č■Ū°╚²Ū°
|
╣·▓·╚š║½Š½ŲĘ╬▐┬ļŪ°├ŌĘčū©Ū°╣·▓·
|
╣·▓·│╔╚╦Š½ŲĘŠ½ŲĘ┼Ę├└
|
čŪų▐AV╬▐┬ļŠ├Š├Š½ŲĘ║▌║▌░«└╦│▒
|
Š½ŲĘ╚╦╠Õ╬▐┬ļę╗Ū°Č■Ū°╚²Ū°
|
99Š├Š├ę┴╚╦Š½ŲĘū█║Ž╣█┐┤
|
99Š½ŲĘ╚½╣·├ŌĘč╣█┐┤╩ėŲĄ..
|
├█č┐čŪų▐av╬▐┬ļŠ½ŲĘ╔½╬ńę╣
|
╚š▒ŠŠ½ŲĘę╣╔½╩ėŲĄę╗Ū°Č■Ū°
|
╣·▓·Š½ŲĘĄ┌ę╗Ū°Ą┌27ę│
|
Š½ŲĘŠ├Š├Š├Š├Š├Š├Š├ųą╬─ūų─╗
|
╣·▓·╚š║½Š½ŲĘ┼Ę├└ę╗Ū°
|
╬▐┬ļŠ½ŲĘ╣·▓·VAį┌Ž▀╣█┐┤DVD
|
Š├Š├Š┼Š┼Š½ŲĘ99╣·▓·Š½ŲĘ
|
čŪ┼Ę┬ę╔½╣·▓·Š½ŲĘ├ŌĘč╩ėŲĄ
|
╣·▓·Š½ŲĘę╗Š├Š├ŽŃĮČ╣·▓·Ž▀┐┤
|
Š½ŲĘčŪų▐AĪ┼╬▐┬ļę╗Ū°Č■Ū°╚²Ū°
|
čŪų▐Š½ŲĘ┬ę┬ļŠ├Š├Š├Š├Š├├█╠ę▓╗┐©
|
Š├Š├Š½ŲĘ├ŌĘč═°šŠ═°
|
╣·▓·Š½ŲĘ│╔╚╦hŲ¼į┌Ž▀
|
51Š½ŲĘū╩į┤╩ėŲĄį┌Ž▀▓źĘ┼
|
╣·▓·Š½ŲĘūį▓·┼─į┌Ž▀╣█┐┤
|
╣·Š½╬▐┬ļ┼ĘŠ½ŲĘčŪų▐ę╗Ū°
|
Š├Š├ŽŃĮČ╣·▓·Ž▀┐┤╣█┐┤Š½ŲĘyw
|
čŪų▐Š½ŲĘ╬▐┬ļ─ŃČ«Ą─═°šŠ
|
čŪų▐Š½ŲĘū█║ŽŠ├Š├
|
čŪų▐╚╦│╔╣·▓·Š½ŲĘ╬▐┬ļ
|
čŪų▐av╬ńę╣Š½ŲĘę╗Ū°Č■Ū°╚²Ū°
|
╚š║½Š½ŲĘ╩ėŲĄį┌Ž▀╣█┐┤├ŌĘč
|
┼Ę├└ppyppŠ½ŲĘę╗Ū°Č■Ū°
|
┼Ę├└Š½ŲĘ91┼Ę├└╚š║½▓┘
|
┼«╚╦Ė▀│▒─┌╔õ99Š½ŲĘ
|
čŪų▐╣·▓·Š½ŲĘę╗Ū°Č■Ū°Ą┌ę╗ę│├Ō
|
čŪų▐AĪ┼Š½ŲĘę╗Ū°Č■Ū°╚²Ū°
|
čŪų▐Š½ŲĘČ■╚²Ū°
|
čŪų▐AV╬▐┬ļŠ├Š├Š½ŲĘ╔½ė¹
|
╣·▓·čŪų▐Š½ŲĘaį┌Ž▀╬▐┬ļ
|
╣·▓·Š½ŲĘ═Ą┬ū╩ėŲĄ╣█┐┤├ŌĘč
|
╣·▓·99Š½ŲĘŠ├Š├
|
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


